
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13771111998/13621514203
邮箱:948831234@qq.com
网址:www.wxjy81.com
地址:无锡市惠山区杨市瑞丰路12号
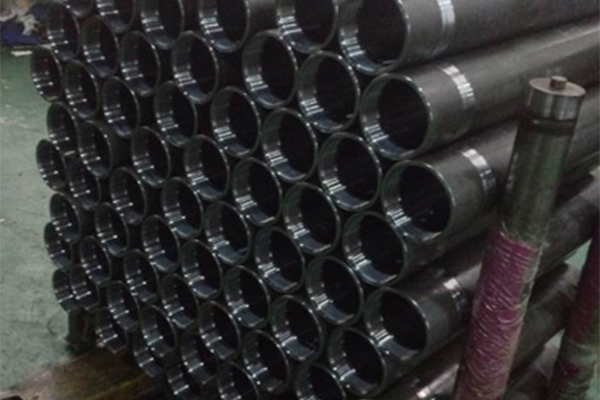
油缸筒是关键的机械基础件,如油缸筒缸、张拉千斤顶、预应力设备等,其发展水平直接决定着主机产品的性能、质量和可靠性。液压缸液压油缸为改变我国液压行业大而不强的局面,国家政策出台明确重点支持液压行业的发展。明确提出要大幅度提升三基产业整体水平,提高为装备制造业的配套能力,实现装备制造业转型升级。温州液压缸液压油缸然而我国液压行业大而不强的特点很明显,主要问题是低端油缸筒过剩,竞争十分激烈;而高端变量液压元件却严重短缺,油缸生产厂家每年仍需要进口大量的液压产品。例如2011年进口额曾经达到34亿美元的高点,占到当年国内产值的50%;近两年由于挖掘机市场需求下滑,进口额有所下降,但也在25亿美元左右,占到2013年行业产值的30%。
热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。专业液压缸液压油缸直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。温州液压缸液压油缸将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。

制作检验:按照油站系统原理图及装配图检查各部件是否按设计要求采购、制造和装配。调试准备:在油箱中加入设计要求的工作介质,接好油站电机线(油站调试必须在附近设置一个空气开关以便快速启闭油站电机),点动电机测试电机转向是否符合要求。液压缸液压油缸用堵头将油站出油口封上。试压检验:开启电机,将油站溢流阀压力调低为1MPa左右,低压运行20分钟以排气及冲洗系统。用吸水性好的纸擦拭干净各密封处,然后注意观察有无渗漏现象。专业液压缸液压油缸调节溢流阀逐次升高压力(每级5MPa,保压3分钟)看有否渗漏,直至压力升到设计压力的1.2倍时止,保压10分钟,然后全面检查必须保证所有焊缝、接口和密封处无漏油,管道无长时间变形。一切正常后调节溢流阀将压力调定为系统设计压力。

当绗磨管出现穿孔故障,在行驶过程中,动力突然下降,漏水,漏油。孔未贯穿绗磨管的应急,检查发觉绗磨管有孔时,应进一步观察绗磨管的穿孔情况,若孔未贯穿气缸内部,可以采用环氧树脂粘补。专业液压缸液压油缸若孔口较大,应先用木塞堵住孔口后,再用环氧树脂粘补。液压缸液压油缸撞击或穴蚀的应急,若汽缸因撞击或穴蚀而穿孔贯通绗磨管,应先将汽缸的活塞及连杆取出,将气门调整螺钉拆下(顶置式气门则应将推杆同时拆下),使进,排气门出于关闭状态,然后监视汽缸穿孔情况.若穴蚀产生蜂窝状一小片小穿孔,则可用环氧树脂粘补,为保证正常的润滑油压力,应将连杆轴颈上的出控油孔堵死,并使用铁丝将木塞可靠低捆绑在轴劲上,以防止甩出。

在油缸筒的加工中,缸筒就是其主要部件,油缸筒其加工质量的好坏将直接影响整个产品的寿命和可靠性。专业液压缸液压油缸缸筒的基本特征是深孔加工,所以需采用滚压加工,油缸筒由于表面层留有表面残余压应力,油缸筒有助于表面微小裂纹的封闭,侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能缓解疲劳裂纹的产生或扩大,因而增加缸筒疲劳强度。温州液压缸液压油缸通过滚压成型,滚压表面形成一层冷作硬化层,油缸筒减少了磨削副接触表面的弹性和塑性变形,从而增加了缸筒内壁的耐磨性,同时毕免了因磨削引起的烧商。油缸筒设备在工作性能、构造、使用范围、制造精度、外观、材料、试验方法不断提出新的要求,因此不断推动着油缸筒的发展和进步。

在我们液压缸的使用过程中,往往由于各种问题会导致我们液压缸缸筒的故障,较为常见的缸筒的故障就是变形或者断裂,那么导致我们缸筒出现以上问题的原因有哪些:液压缸缸筒的结构、材料、热处理等可能有问题,其强度、刚度不够。专业液压缸液压油缸液压缸缸筒的压力过高或受耐压试验压力作用时间过长。活塞高速撞击缸底和/或缸盖(导向套)。液压缸缸筒的缓冲腔内压力峰值过高。液压缸的缸零件间连接有问题。温州液压缸液压油缸液压缸安装和连接有问题。受外力作用造成的缸筒变形。低温下缸零件材料选择有问题等。


